

負壓冷風機成型需要多少噸液壓機
 2021-08-19 14:39
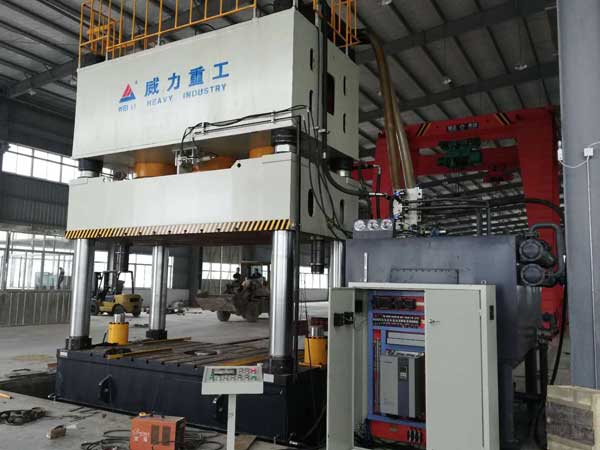
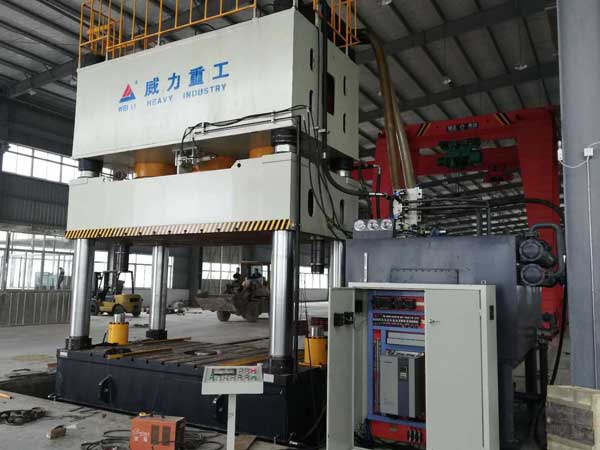
2021-08-19 14:39負壓冷風機包括外殼、風葉、電機、傳動部分、緊固件、支架等幾種主要的部件。負壓冷風機的加工離不開液壓機,需要使用負壓冷風機成型液壓機配合模具一次模壓成型。山東威力可以根據負壓冷風機的形狀、技術要求、用途及數量來選擇合適的成型工藝。

圖片僅供參考,詳情請咨詢18306370979(微信同號)
山東威力重工可按照客戶的需求進行設計生產負壓冷風機成型液壓機,常用的噸位有800噸、1000噸、1200噸、1500噸、1800噸、2000噸,工作臺面、開口、行程均可定制。負壓冷風機成型液壓機成型效果好,密度,受熱效果,不導電等性能突出,模壓過程中需要經受200攝氏度以上的高溫壓制。
圖片僅供參考,詳情請咨詢18306370979(微信同號)
負壓冷風機成型液壓機工藝流程
1、剪裁:按制品的結構形狀,加料位置,流程決定片材剪裁的形狀與尺寸,制作樣板裁料。剪裁的形狀多為方形或圓形,尺寸多按制品表面投影面積的40%-80%。為防止外界雜質的污染,上下薄膜在裝料前才揭去。
2、稱重:加料量的確定
3、清潔模具:壓制前要先徹底清理模具,并涂脫模劑。加料前要用干凈紗布將脫模劑擦均,以免影響制品外觀質量。對于新模具,用前必須去油。
圖片僅供參考,詳情請咨詢18306370979(微信同號)
5、壓模:當料塊進入模腔后,負壓冷風機成型液壓機快速下行。當上、下模吻合時,緩慢施加所需成型壓力,經過一定的固化制度后,制品成型結束。成型過程中,要合理地選定各種成型工藝參數及壓機操作條件。
6、脫模:SMC在成型溫度下的固化時間(也叫保溫時間)與它的性質及固化體系、成型溫度、制品厚度和顏色等因素有關。

圖片僅供參考,詳情請咨詢18306370979(微信同號)
負壓冷風機成型液壓機適用SMC、BMC、FRP、GRP、GMT等復合材料的模壓成型。廣泛應用于汽車、鐵路車輛、建材/建筑、電子/電氣領域。了解負壓冷風機成型液壓機定做價格,工期,參數等信息,致電聯系陳經理:18306370979(微信同號)



