

鋁封頭壓制成型全套設備有哪些?
 2021-11-25 14:13
2021-11-25 14:13封頭是壓力容器的重要部件,一般用在壓力容器的兩端,封頭的外形不過有很多種,廣泛應用在石油化工、原子能以及食品制藥行業,比如儲罐、熱換器、反應釜、鍋爐和分離設備。山東威力可以根據封頭直徑的不同選擇不同噸位的鋁封頭壓制成型液壓機,機身一般采用三梁四柱式結構。根據不同的封頭直徑、材質、厚度,威力重工可以定制200噸、315噸、500噸、630噸、800噸、1000噸、1500噸、2000噸、3000噸、5000噸等多種不同的噸位。

圖片僅供參考,詳情請咨詢18306370979(微信同號)
鋁封頭壓制成型液壓機拉伸工藝如下圖,凸模固定于拉伸滑塊上的上模快換裝置及接筒上,模圈安裝于壓邊滑塊內,根據不同規格工件采用不同規格模圈,壓邊圈固定于模圈上,凹模固定于移動工作臺上,頂出旋轉裝置固定于下橫梁內。
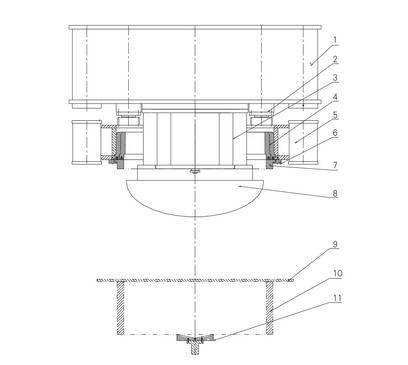
封頭拉伸工藝
1-拉伸滑塊,2-壓邊缸,3-上模快換裝置及接筒,4-模圈,5-壓邊滑塊,6-壓邊圈安裝法蘭,7-壓邊圈,8-凸模,9-工件,10-凹模,11-頂出旋轉裝置
鋁封頭壓制成型液壓機拉伸運動流程圖如下圖,狀態一為液壓機初始位置,狀態二為拉伸滑塊和壓邊滑塊在拉伸缸的驅動下一起快速接近工件,狀態三為拉伸滑塊不動,壓邊滑塊下行壓邊圈壓住工件,狀態四為壓邊滑塊不動(有壓邊力)拉伸滑塊下行拉伸工件,狀態五為拉伸滑塊、壓邊滑塊退回到位,頂起旋轉裝置頂起工件。
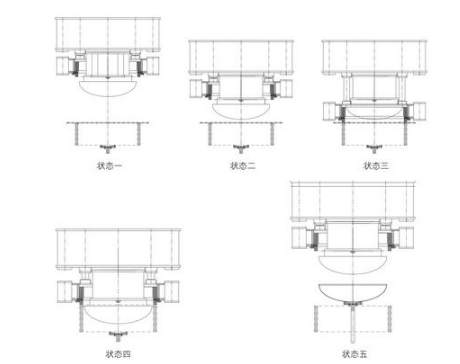
封頭拉伸流程圖
鋁封頭壓制成型液壓機工藝流程
液壓機初始位置→拉伸滑塊與壓邊滑塊一起快降→壓邊滑塊單獨快降→壓邊滑塊加壓→拉伸滑塊下行拉伸工件→保壓延時及卸壓→拉伸滑塊壓邊滑塊回程→頂起旋轉裝置頂起工件→(工件移走后)頂起旋轉裝置退回。頂起旋轉裝置頂出起始時間可由滑塊的回程中設定的位置激發,以提高工作頻次。

圖片僅供參考,詳情請咨詢18306370979(微信同號)
山東威力重工設計生產的鋁封頭壓制成型液壓機主要適用于各類壓力容器封頭的冷、熱成型壓制,也可以用于厚、薄鋼板的折邊、校平等工藝。鋁封頭壓制成型不止需要一款設備,包括雙動封頭專用液壓機、多層組合模具,模具快換裝置,自動上料和自動下料等裝置,可以完成各種冷壓封頭的拉伸成型。



